


2024.08.20
酒銘の生まれた地、「熊野速玉大社」を訪ねて。
澄み渡った秋晴れの朝。熊野三山の一つ「熊野速玉大社」の社殿で、「玉乃光」の新酒の奉納とご祈祷が始まります。熊野速玉大社は、熊野本宮大社、熊野那智大社とともに「熊野三山」の一社であり、主祭神は熊野速玉大神(くまのはやたまのおおかみ|イザナギノミコト)と熊野夫須美大神(くまのふすみのおおかみ|イザナミノミコト)の夫婦神。今からおよそ2000年前の景行天皇五十八年、社殿を造営したと伝えられています。
記事を読む
玉乃光を知る2024.8.20 UPDATE
今年創業350年を迎えた玉乃光酒造。紀州藩の第二代藩主、徳川光貞公より酒造免許を賜った御用蔵として歴史を刻み、京都に蔵を移してから70余年。まじめに実直に、手づくりの製法を守り続けてきました。
戦後の酒米不足の打開策として始まった、醸造アルコールを添加するいわゆる「アル添酒」が日本酒市場のほとんどを占めていた1960年代。「自分が飲んで二日酔いしない酒を」と、11代当主の宇治田福時が業界に先駆けて米100%の純米酒を復活させたことで広く知られています。現在もその精神を受け継ぎ、純米吟醸と純米大吟醸のみを造り続ける「純米吟醸蔵」として進化を続けています。




「家業から“事業”へと発展させるのが私の最初の仕事でした」とは、宇治田福時から引き継ぎ 、2011年に代表取締役社長に就任した丸山恒生。手づくりであることは頑なに変えず、時代の流れとともに柔軟な発想で新たな取り組みを導入。有機酒米の栽培への着手もその一つです。




「玉乃光は昭和50年代から、同じ思いを持った農家さんと協力し、酒の命である良い酒米をつくる環境を整えてきました。そして次のステージとして、有機酒米づくりへのさらなる取り組みも進めています。昨年10月には改正JAS法の施行により、オーガニック日本酒『有機純米吟醸 GREEN』シリーズが『有機JASの酒類』の日本第一号となりました」(丸山)。
そして酒造りも、現在は若き社員が杜氏を務め、現場を仕切ります。
「以前は但馬や丹波などから杜氏とそのチームが蔵に来て酒を造るのが、日本酒業界の一般的なやり方でした。しかし杜氏さん達の高齢化もあり、また大学などで醸造学の専門学科もできたことから、学術的に発酵を学んだ若き社長が自ら杜氏となる、いわゆる社長杜氏が登場してきました。こうした新たな造り手により、日本酒の幅がグッと広がったんです。玉乃光も長く但馬の杜氏さんに造っていただいていましたが、2017年からは初の社員杜氏となり、今は社員一丸となって酒造りを行なっています」(丸山)

こうして2017年当時、30代の若さで杜氏(製造責任者)に任命されたのが白崎哲也です。「朝出勤したら、集中するためにまず貯蔵タンク室で深呼吸するのが日課」と語ります。
「杜氏という大役を担った当初は、まずお客様に“味が変わった”と言われないことを最優先に考え、先代の杜氏から学んだことに忠実につくってきました。自分自身、先代がつくる玉乃光の味が好きでしたから。数年経った今、お客様から特にご指摘をいただくことが無かったということは、僕の中できちんと技術を引き継ぐことができたのかなと。玉乃光の良さは、食中でも、食後でも飲み飽きず、長く飲み続けられるところ。今後は先代から受け継いだ土台を元に、より技術を磨きながら自分らしい玉乃光の味をつくっていきたいです」(白崎)




こうした愛情ある造り手から生まれる玉乃光の味わい。「手づくり」にこだわるのは、目指す酒の味をはじめ、酒造りの全てにしっかりと向き合いたいから。その工程を少しお話ししましょう。
まず酒造りに使う酒米は、玄米の状態で入荷し、自社の精米機で精米しています。精米の作業は大型の精米機を置く場所が必要となり、時間もコストもかかるため、実は専門工場に委託する酒蔵が大多数。京都・伏見には多くの酒蔵がありますが、その中でも精米所を所有するのはわずか数軒です。




純米吟醸に使う酒米を磨くには約1日、純米大吟醸の35%にまで磨くには2日以上かかります。雑味の原因となるタンパク質を削り、なおかつ酒米の中心部に見られる「心白」を傷付けずに磨く「扁平精米」も、より良い酒を造るための玉乃光のこだわり。お米一粒一粒が割れずに等しく削られているか、すべてを把握して向き合うためには自社精米が欠かせないのです。
そして、自社精米を貫いているのは、大切に栽培された酒米を立派なお酒に育てるための責任感からです。




洗米から浸漬、醪(もろみ)仕込みなど、酒造りのすべての工程で使用する水は桃山丘陵の伏し水。豊臣秀吉が醍醐の茶会で汲み上げた御香水(ごこうすい)と同じ水脈である、中軟水の伏流水です。
米麹も仕込みごとに、すべて手づくり。仕込み量の多い日は酒米を蒸米機で日に約2600kg蒸し上げ、「引き込み」「種切り」「床もみ」「切り返し」「盛り」「仲仕事」「仕舞仕事」「出麹」の工程を重ねます。蒸した米を麹室(こうじむろ)に引き込み(=運び入れ)、麹が完成するまでに要する時間は、丸2日。昼夜問わず手入れを行い、麹を育てていきます。酒の味わいにも影響する米麹を手づくりにすることで、細やかな手入れも可能となり、玉乃光が目指す日本酒ができ上がるのです。

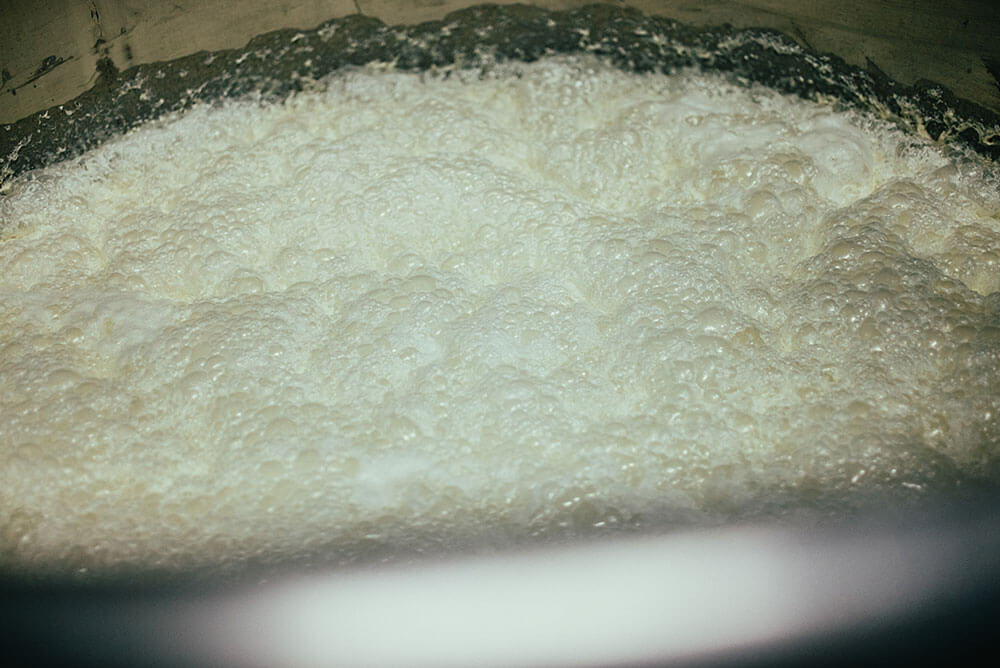


醪づくりは昔ながらの三段仕込み。酒母を文字通り母体となる“もと”として、「初添(はつぞえ)」「仲添(なかぞえ)」「留添(とめぞえ)」の3回に分け、原料を段階ごとに増量しながら仕込む手法です。一度に全ての原料をタンクに仕込んでしまうと、発酵が進む前に雑菌に汚染される恐れがあるため、この手法を用いています。江戸時代から続く伝統的手法であり、この仕込みに4日間、その後約3〜4週間をかけ、泡の状態や醪が立てる音に耳を傾けながら、酒を「育てて」いきます。
こうして手塩にかけた醪をしぼり(上槽)、ついに「日本酒」が誕生します。この状態のまま瓶詰めして商品化したものが「生原酒」。しぼった後に、ろ過・割水・火入(殺菌)の有無や貯蔵期間の違いによって、様々なタイプの商品が生まれます。
そして、上槽を行った後のしぼりかすが「酒粕」です。「かす」というと不要なもののように聞こえますが、実は栄養価も高く優れた発酵食品。この酒粕については次章でお伝えします。
精米から全行程を自社で行うのは一見当たり前のように感じますが、中規模の製成量を持つ酒造会社では珍しいことなのです。それを貫いているのは、恵まれた環境と酒造りへの熱い想いがあるからです。
*玉乃光の酒造りの工程はこちらのページでより詳しくご紹介しています。




日本酒の副産物である酒粕も、玉乃光が誇る商品です。玉乃光の酒粕は、すべて純米吟醸酒から生まれた「純米酒粕」であり、ブラインドテストで料理人が選ぶほど香りも味も優れたもの。京都の多くの料亭で使われるのもその美味しさの証です。
極上の酒粕を年間100トンも生産できるのは純米吟醸蔵である玉乃光だからこそ。この美味しさをもっと世の皆さんに知ってもらいたいと、2022年4月には酒粕専門レストラン&アンテナショップ「純米酒粕 玉乃光」を京都・四条にオープンしました。レストランでは純米酒粕を使ったお料理やスイーツを、玉乃光の日本酒と共に楽しめます。この店でしか出会えない希少なお酒も登場し、若き杜氏が自身で設計して造った限定酒や、新しく開発したお酒をいち早く飲めることも。また、酒粕の活用法や日本酒と料理のペアリングといったセミナーを開催するなど、新たなチャレンジの場所でもあります。SDGsやウェルビーイングといった時代の流れともに、今改めて注目される発酵食として、酒粕の美味しさと可能性を発信していきます。



米の旨みが料理の味を引き立てる「味吟醸」を信条につくり続けてきた玉乃光。
「純米酒や酒米の元祖である雄町を復活させたり、いち早く海外マーケットを開拓したりと、私たちはまじめな酒造りに加え、多くの挑戦もしてきました。玉乃光は日本酒のパイオニアであり続けたいですね」と丸山は言います。
呑み飽きない、二日酔いしない、食中酒として料理の最高の伴走者であること。何より、飲み手に喜んでもらうために、玉乃光は伝統を守り、これからも進化を続けます。
2024.08.20
澄み渡った秋晴れの朝。熊野三山の一つ「熊野速玉大社」の社殿で、「玉乃光」の新酒の奉納とご祈祷が始まります。熊野速玉大社は、熊野本宮大社、熊野那智大社とともに「熊野三山」の一社であり、主祭神は熊野速玉大神(くまのはやたまのおおかみ|イザナギノミコト)と熊野夫須美大神(くまのふすみのおおかみ|イザナミノミコト)の夫婦神。今からおよそ2000年前の景行天皇五十八年、社殿を造営したと伝えられています。
記事を読む

2024.08.20
全国でも珍しい全量純米吟醸蔵として知られる玉乃光酒造。米と麹、水だけでつくるシンプルな純米酒だからこそ、手づくりであることにこだわります。秋の朝、仕込みに追われる最盛期の蔵へ。その一つ一つの工程をご紹介します。
記事を読む

2024.08.20
「いい米」を探すことは玉乃光にとっての使命です。酒米の代表的品種である山田錦や京都生まれの祝(いわい)など、日本各地の篤農家と直接やり取りをしながら、納得する品質の酒造好適米を厳選しています。中でも、備前発祥の「雄町」には格別の思い入れがあります。
記事を読む